


观看我们的产品视频,就像打开了一扇通往【MPP塑钢复合管c-pvc电力管免费回电】产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:【MPP塑钢复合管c-pvc电力管免费回电】的图文介绍

使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时。
应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短。热熔连接时。MFPT塑钢复合电缆导管、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,MFPT塑钢复合电缆导管和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。
MFPT塑钢复合电缆导管和管件过度加热时,厚度变薄,MFPT塑钢复合电缆导管在管配件内变形,有可能会发生虚焊、渗漏现象。MFPT塑钢复合电缆导管不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。连接带螺纹管件时,生胶带岩外螺纹管件部分顺时针缠绕,圈数依据口径大小适宜即可,否则有紧固困难,强行旋转会导致丝口破裂。热熔机温度控制在280-300℃之间。MFPT塑钢复合电缆导管道热熔连接、电熔连接焊口接头质量快速、实用的检测方法和合格判定也是目前MFPT塑钢复合电缆导管道施工的一个瓶颈。在电熔连接方面,仅靠终电熔管件上观察孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察孔仅作为判断焊接效果的一个依据。
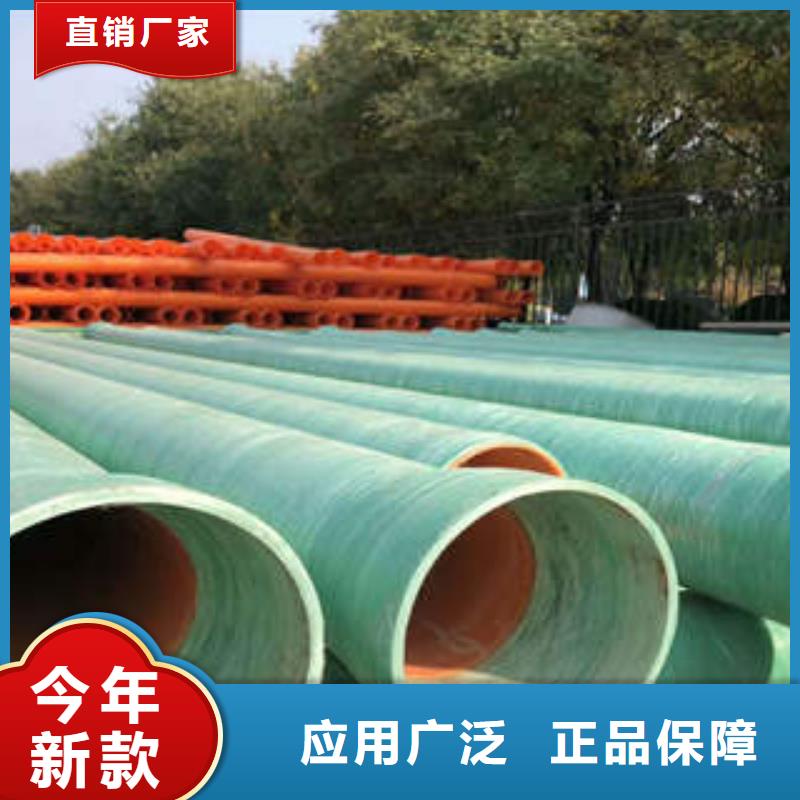
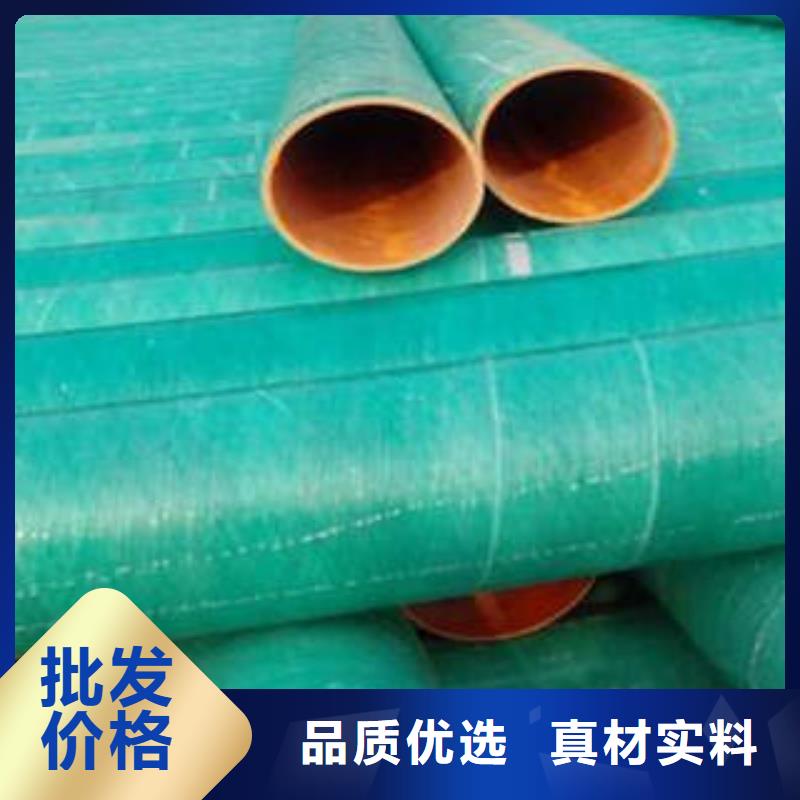
电熔焊接接头的终质量主要还是靠操作过程中严格的控制。作为一家专业的MFPT塑钢复合电缆导管生产厂家,伊升水管主要为大家提供各种PE穿线管、路灯穿线管、MFPT塑钢复合电缆导管和HDPE给水管等产品。MFPT塑钢复合电缆导管是桔红色比较的鲜艳,做成这种颜色主要是为了让使用的人能够清楚这个是什么,它主要是个保护管在性能要考虑很多,因此在颜色上能够让人一目了然也算是在设计上做出了突破性的思维。该管道用来保护电缆,有着很好的耐高温,隔绝性能,耐腐蚀性,相当于在管道的外面添加了一层金刚保护套。比传统的管材要好很多。主要值得任的一点是它强大的使用寿命,管材由于自己本身的一个属性的问题,抗老化能力很强。
应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短。热熔连接时。MFPT塑钢复合电缆导管、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,MFPT塑钢复合电缆导管和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。
MFPT塑钢复合电缆导管和管件过度加热时,厚度变薄,MFPT塑钢复合电缆导管在管配件内变形,有可能会发生虚焊、渗漏现象。MFPT塑钢复合电缆导管不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。连接带螺纹管件时,生胶带岩外螺纹管件部分顺时针缠绕,圈数依据口径大小适宜即可,否则有紧固困难,强行旋转会导致丝口破裂。热熔机温度控制在280-300℃之间。MFPT塑钢复合电缆导管道热熔连接、电熔连接焊口接头质量快速、实用的检测方法和合格判定也是目前MFPT塑钢复合电缆导管道施工的一个瓶颈。在电熔连接方面,仅靠终电熔管件上观察孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察孔仅作为判断焊接效果的一个依据。
电熔焊接接头的终质量主要还是靠操作过程中严格的控制。作为一家专业的MFPT塑钢复合电缆导管生产厂家,伊升水管主要为大家提供各种PE穿线管、路灯穿线管、MFPT塑钢复合电缆导管和HDPE给水管等产品。MFPT塑钢复合电缆导管是桔红色比较的鲜艳,做成这种颜色主要是为了让使用的人能够清楚这个是什么,它主要是个保护管在性能要考虑很多,因此在颜色上能够让人一目了然也算是在设计上做出了突破性的思维。该管道用来保护电缆,有着很好的耐高温,隔绝性能,耐腐蚀性,相当于在管道的外面添加了一层金刚保护套。比传统的管材要好很多。主要值得任的一点是它强大的使用寿命,管材由于自己本身的一个属性的问题,抗老化能力很强。


气温较低时,可适当提高5-10℃。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。MPP塑钢复合电缆导管(MFPT塑钢复合电缆导管、C玻璃钢复合电缆导管顶管、C玻璃钢复合电缆导管拖拉管)热熔器焊接注意事项:焊接面管材错边不超过管材壁厚的10%。气温低时,应适当提高加热温度和延长吸热时间。加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。下雨天气不能进行管材焊接。焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤。
进行焊接前,应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。清洁管材端面时,应有人监督,以防管材合拢夹伤手。操作人员应培训上岗。管材壁厚低于6mm时。一般不采用热熔对接。否则难以保证管材焊接质量。河南电力管MPP塑钢复合电缆导管热熔器是怎么焊接管材的?管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架。
关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短。热熔连接时,MPP塑钢复合电缆导管、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,MPP塑钢复合电缆导管和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。MPP塑钢复合电缆导管和管件过度加热时,厚度变薄,MPP塑钢复合电缆导管在管配件内变形,有可能会发生虚焊、渗漏现象。MPP塑钢复合电缆导管不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。
进行焊接前,应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。清洁管材端面时,应有人监督,以防管材合拢夹伤手。操作人员应培训上岗。管材壁厚低于6mm时。一般不采用热熔对接。否则难以保证管材焊接质量。河南电力管MPP塑钢复合电缆导管热熔器是怎么焊接管材的?管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架。
关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短。热熔连接时,MPP塑钢复合电缆导管、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,MPP塑钢复合电缆导管和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。MPP塑钢复合电缆导管和管件过度加热时,厚度变薄,MPP塑钢复合电缆导管在管配件内变形,有可能会发生虚焊、渗漏现象。MPP塑钢复合电缆导管不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。



润星电力管材有限公司始建于2018年,厂家现位于河南安阳工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【河南安阳电力穿线碳素管】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【河南安阳电力穿线碳素管】企业。


因此MPP塑钢复合管敷设方式的选择,要结合实际情况,根据工程条件、环境特点、MPP塑钢复合管型号和数量等因素,用发展的眼光,按照满足运行可靠性、便于维护的要求和技术经济合理的原则确定。MPP塑钢复合管的选型,常用的电力MPP塑钢复合管有油浸MPP塑钢复合管、聚氯乙烯绝缘MPP塑钢复合管、交联聚乙烯MPP塑钢复合管等,根据使用场合的不同,又延伸为不同种类的特种MPP塑钢复合管。目前,随着生产技术和生产工艺的不断提高,交联聚乙烯MPP塑钢复合管已成为使用zui广的MPP塑钢复合管产品,在MPP塑钢复合管选型时,应根据使用的不同环境和条件,结合具体情况进行选择,尽量减少穿越各种管边铁路,公路和通讯MPP塑钢复合管;如采用直埋和浅槽敷设方式时,应考虑使用加钢铠的MPP塑钢复合管。
MPP塑钢复合管截面积的选择,MPP塑钢复合管截面积的选择,关系到投资多少、线路的损耗和电压质量、MPP塑钢复合管的使用寿命等。如选用截面积偏小,会导致电压质量下降、线路损耗过大,则会使初期投资太高。因此应根据负荷预测结果,发展规划,选择合适的截面积,使电力MPP塑钢复合管满足zui大工作电流下的缆芯温度要求和电压降要求,zui大短路电流作用下的热稳定要求。
由于负荷预测工作难度性高、准确性较低,因此,选择MPP塑钢复合管截面积时,还要满足《城市中低压配电网改造技术导则》和《城市电力网规划导则》要求。在三相四线制低压电网选用电力MPP塑钢复合管时,还要考虑零线截面积的选择,在公用低压网络中,由于受用户因素影响较大,三相负荷平衡难以控制,为改善电压质量,降低线损,零线截面积应与相线截面积相同。关于MPP塑钢复合管网络及MPP塑钢复合管网络自动化,随着电力MPP塑钢复合管在配电网中的不断推广与使用,配电网可分为MPP塑钢复合管网络和架空网络(含架空、MPP塑钢复合管混合网络)。《关于的实施情况及补充意见》也对MPP塑钢复合管配电网络自动化提出了具体要求。
MPP塑钢复合管截面积的选择,MPP塑钢复合管截面积的选择,关系到投资多少、线路的损耗和电压质量、MPP塑钢复合管的使用寿命等。如选用截面积偏小,会导致电压质量下降、线路损耗过大,则会使初期投资太高。因此应根据负荷预测结果,发展规划,选择合适的截面积,使电力MPP塑钢复合管满足zui大工作电流下的缆芯温度要求和电压降要求,zui大短路电流作用下的热稳定要求。
由于负荷预测工作难度性高、准确性较低,因此,选择MPP塑钢复合管截面积时,还要满足《城市中低压配电网改造技术导则》和《城市电力网规划导则》要求。在三相四线制低压电网选用电力MPP塑钢复合管时,还要考虑零线截面积的选择,在公用低压网络中,由于受用户因素影响较大,三相负荷平衡难以控制,为改善电压质量,降低线损,零线截面积应与相线截面积相同。关于MPP塑钢复合管网络及MPP塑钢复合管网络自动化,随着电力MPP塑钢复合管在配电网中的不断推广与使用,配电网可分为MPP塑钢复合管网络和架空网络(含架空、MPP塑钢复合管混合网络)。《关于的实施情况及补充意见》也对MPP塑钢复合管配电网络自动化提出了具体要求。
